There are 3 main methods of production for welded tube and pipe electric-resistance (ERW), longitudinal (LSAW or DSAW), and spiral welded(SSAW).
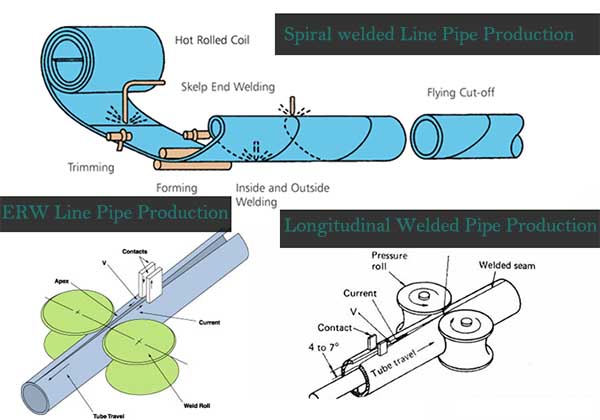
Longitudinally Submerged Arc Welding Pipes
LSAW Pipe (Longitudinal Submerged Arc-Welding Pipe), also called SAWL pipe. It is taking the steel plate as raw material, mold it by the molding machine, then do double-sided submerged arc welding. Through this process the LSAW steel pipe will get excellent ductility, weld toughness, uniformity, plasticity and great sealing.
The LSAW pipe diameter range is larger than ERW, normally from 16 inch to 60 inch, 406mm to 1500mm. Good performances on high pressure resistance, and low-temperature corrosion resistance.
Spiral Submerged-Arc Welding Pipes
SSAW Pipe (Spiral Submerged Arc-Welding Pipe), also called HSAW pipe (Helical SAW), welding line shape like a helix. It is using the same welding technology of Submerged Arc-Welding with LSAW pipe. Differently SSAW pipe is spiral welded where the LSAW is longitudinally welded. Manufacturing process is rolling the steel strip, to make the rolling direction have an angle with the direction of the pipe center, forming and welding, so the welding seam is in a spiral line.
The SSAW pipe diameter range is from 20 inch to 100 inch, 406 mm to 2540 mm.The advantage part is we can get the different diameter of SSAW pipes with the same size of the steel strip, there is a wide application for the raw material steel strip, and welding seam should avoid the primary stress, good performances to bear the stress.
Electric Resistance Welding Pipes
ERW pipes are manufactured using steel coils: the coil is first uncoiled, smoothed, cut, and finally formed into a pipe shape by joining its two extremities by high-frequency electrical welding (HFI & HFW). ERW pipes are available in sizes between ½ inch and 20 inches (12mm to 508mm) and rapidly becoming a popular alternative to seamless pipes, both in terms of price and performance.
Post time: Dec-24-2021